
")
Metallpulverspritzgießen (MIM) - Einführung
Das Metallpulverspritzgießen (Metal Injection Moulding, MIM) ist ein hochentwickeltes Fertigungsverfahren, das die Formgebungsfreiheit des Kunststoffspritzgusses mit den Materialeigenschaften metallischer Werkstoffe verbindet.
Es ermöglicht die wirtschaftliche Herstellung komplexer Geometrien in mittleren bis großen Stückzahlen – von ca. 5.000 bis zu mehreren Millionen Teilen pro Jahr.
Der Prozess basiert auf einem feinen Metallpulver, das mit einem polymeren Bindemittel zu einem formbaren Feedstock kombiniert wird. Nach dem Spritzgießen wird das Bindemittel entfernt und das Bauteil durch Sintern verdichtet. So entstehen nahezu endkonturnahe Teile mit mechanischen Eigenschaften, die geschmiedeten Werkstoffen sehr nahe kommen.
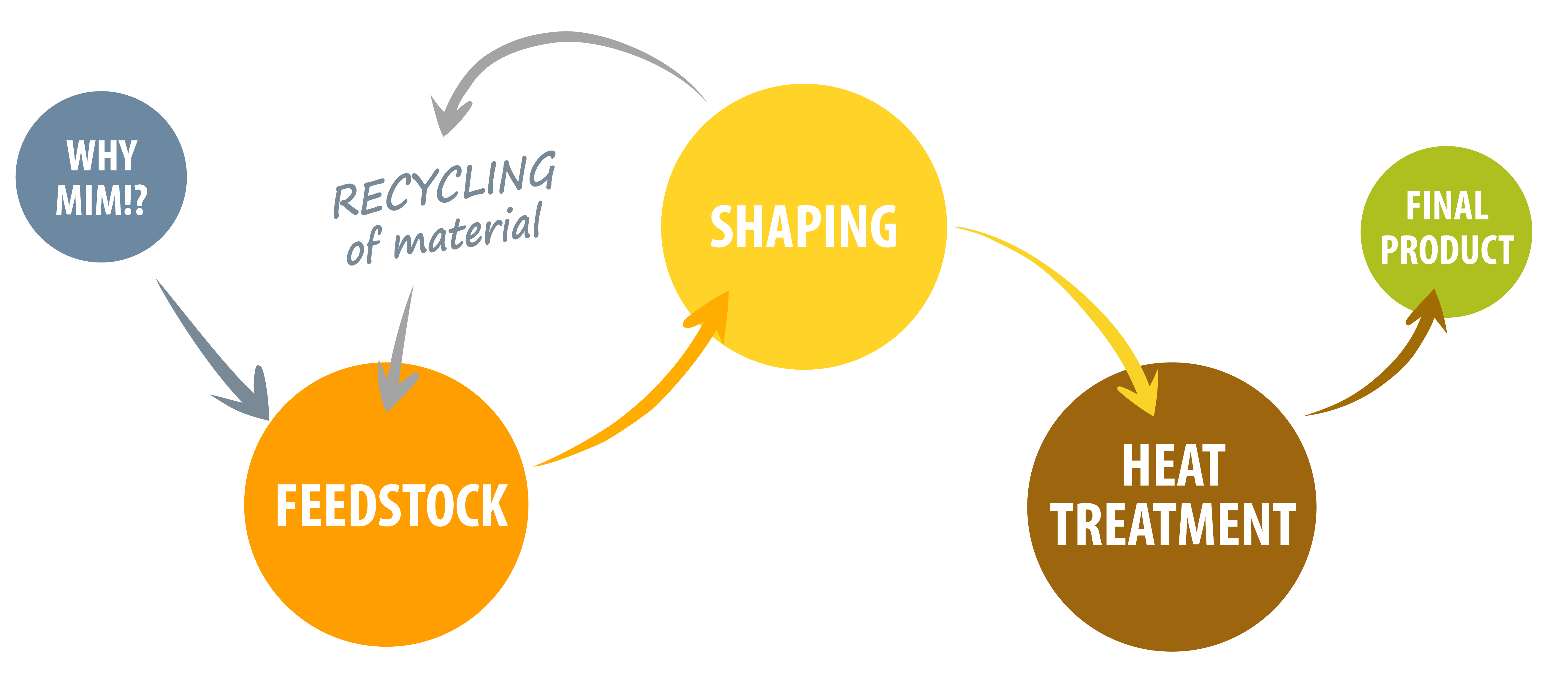
1. Feedstock-Herstellen
Für die Herstellung des Feedstocks werden geeignete Metallpulver anhand ihrer Partikelgröße, Morphologie und chemischen Zusammensetzung ausgewählt, um hohe Sinterdichten und die gewünschten mechanischen Eigenschaften zu erzielen.
Diese Pulver werden mit einem thermoplastischen polymeren Bindemittelsystem homogen vermischt. Das Bindemittel hält das Pulver während des Formgebungsprozesses zusammen und stellt die nötige Viskosität beim Spritzgießen sicher.
Der Mischprozess ist entscheidend, um:
- eine gleichmäßige Binderverteilung,
- konstante Materialeigenschaften,
- die erforderliche Fließfähigkeit
zu gewährleisten.
2. Spritzgießen der Bauteile
Der Feedstock wird im Spritzaggregat erhitzt und in einen schmelzflüssigen Zustand überführt. Anschließend erfolgt das Einspritzen in eine präzise gefertigte Form, die die Negativkontur des Bauteils abbildet.
Nach dem Abkühlen wird das sogenannte Grünteil ausgeworfen. Dieses enthält noch das gesamte Bindemittelsystem und muss vor der finalen Verdichtung entbindert werden.
3. Entbindern und Sintern
Entbindern
Das Entbindern erfolgt üblicherweise in zwei Schritten:
- Chemisch / katalytisch: Entfernung des Hauptbinders unter Verwendung geeigneter Medien (Katalysatoren, Lösungsmittel, Wasser).
- Thermisch: Zersetzung des verbleibenden Backbone-Binders im Ofen.
Das resultierende Braunteil besitzt bereits die endgültige Geometrie, ist jedoch äußerst fragil.
Sintern
Beim Sintern werden die Bauteile knapp unter ihrem Schmelzpunkt wärmebehandelt. Durch atomare Diffusion verdichten sie sich und erreichen nahezu den theoretischen Werkstoffdichten.
Typische Merkmale:
- Schrumpfung: 15–22 %
- Erhöhung von Festigkeit und Härte
- Minimierung der Restporosität
- Notwendige Prozessatmosphären: inert oder reduzierend
Sorgfältige Temperatur- und Atmosphärenkontrolle verhindert Verzug, Oxidation oder unerwünschte Gefügeveränderungen.
4. Weiterbehandlung
MIM-Bauteile können wie konventionell gefertigte metallische Komponenten weiterbearbeitet werden. Typische Folgeprozesse sind:
- Oberflächenfinish: Sandstrahlen, Gleitschleifen, Polieren, Läppen
- Beschichtungstechnologien: Dünnschichtverfahren, Galvanisieren, Lackieren
- Verbindungstechnik: Laserschweißen, Löten, Montage
- Wärmebehandlung: Härten, Heißisostatisches Pressen (HIP)
- Spanende Bearbeitung: Drehen, Fräsen, Bohren, Schleifen, Reiben, Honen
- Umformtechnik: Biegen, Kalibrieren
Materialien & mechanische Eigenschaften
MIM-Werkstoffe weisen aufgrund ihrer feinen Pulverstruktur und nahezu vollständigen Verdichtung hervorragende mechanische Eigenschaften auf. Die Restporosität ist minimal und besteht aus runden, isolierten Poren, die gleichmäßig im Gefüge verteilt sind.
- Prüfungen erfolgen z. B. gemäß ISO 2740
- Viele Materialien sind wärmebehandelbar
- Mechanische Eigenschaften sind vergleichbar mit geschmiedeten Werkstoffen
- Verfügbare Werkstoffgruppen:
- Edelstähle (z. B. 316L, 17-4PH)
- Werkzeugstähle
- Titan- und Titanlegierungen (z. B. TiAl6Nb7, Ti6Al4V)
- Magnetische Werkstoffe
- Edelmetalle
- Sonderlegierungen (z. B. Formgedächtnislegierungen)
Vorteile & Grenzen des MIM-Verfahrens
Vorteile
- Freiheitsgrade wie im Kunststoffspritzguss
- Nahezu endkonturnahe Fertigung
- Hervorragend geeignet für komplexe Geometrien
- Wirtschaftlich bei mittleren und großen Stückzahlen
- Hohe Reproduzierbarkeit und Prozessautomatisierung
- Mechanische Eigenschaften vergleichbar mit geschmiedeten Werkstoffen
- Integrierbare Funktionsmerkmale:
- Hinterschneidungen
- Innengewinde, Außengewinde
- Querbohrungen
- Verzahnungen
- Beschriftungen
- Oberflächenstrukturen
Grenzen
- Für sehr niedrige Stückzahlen meist nicht wirtschaftlich
- Wandstärken > 25 mm kritisch
- Ungünstige Fließwege können zu Poren oder Bindefehlern führen
- Mechanische Eigenschaften sind werkstoff- und prozessabhängig
Anwendungsbeispiele (Auswahl)
Die MIM-Technologie findet Anwendung in unterschiedlichsten Branchen – von Medizintechnik über Automobilindustrie bis hin zu Elektronik, Optik und Konsumgütern.
Beispiele:
- Herzklappenprothese, Titanlegierung TiAl6Nb7
- Kanülierte Doppelgewindeschraube, Medizintechnik
- HV-Mutter Kern, Automotive
- Uhrengehäuse, 316L
- Federscharnier „Tag Heuer“, Brillenindustrie
- Kugelschreiber-Clip, FeNi7
- Magnettopf, Elektrotechnik
- Bauteile aus NiTi-Formgedächtnislegierungen
- MIM-Zugprobestab nach DIN ISO 2740
Diese Beispiele verdeutlichen die Bandbreite hinsichtlich Geometrie, Werkstoffen und Funktionsintegration.
MIM – Warum dieses Verfahren?
Der Trend zu miniaturisierten, hochpräzisen und funktionsdichten Komponenten erfordert Fertigungstechnologien, die sowohl technisch als auch wirtschaftlich überzeugen.
MIM bietet hier entscheidende Vorteile:
- Höchste Gestaltungsfreiheit
- Integration komplexer Funktionen im Werkzeug
- Reproduzierbare Serienfertigung
- Hochwertige Materialeigenschaften
- Kostenvorteile bei steigender Komplexität
Es ist damit eine Schlüsseltechnologie für moderne Produktentwicklungen, die komplexe, leistungsfähige und gleichzeitig kosteneffiziente Bauteile benötigen.